

Here we are discussing about how to prepare a welding specification .Welding Procedure(WPS) is a written document that gives instructions to the welder (or welding operator. It includes all the parameters that must be met for the welding process, such as joints, base metals, filler metals, locations, preheat, PWHT, gas, and so on (including any applicable ranges). (According to ASME Section IX), these parameters are referred to as variables. WPS depends upon three variables of essential, non essential and supplementary essential variables depend upon the welding process and code/standard.
Essential Variables: If any changes of essential variables, it will affect the mechanical properties and WPS Should be requalify.
Non Essential Variables: Variables which is not affecting the mechanical properties of a weldment is called Non essential variables.
Supplementary Essential Variables: Welding condition which change affect the toughness properties of welding joint, HAZ or weld material.
Procedure for WPS/PQR Qualification and Welder Testing and Welder Certification:
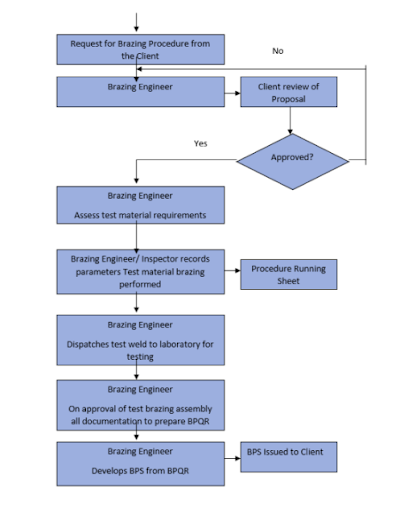 Preliminary Welding Procedure Specification (pWPS):Prepare Preliminary welding procedure based on the client/code requirement and submitted to the client for approval to run the welding test.
Preliminary Welding Procedure Specification (pWPS):Prepare Preliminary welding procedure based on the client/code requirement and submitted to the client for approval to run the welding test.
Welding Procedure Qualifications (WPQ):Prior to the welding procedure Qualification test, welding inspector have to ensure the Mill test certificate, Consumable approval certificate, Calibration certificates of welding machine and Pwps. The Welding Inspector records all necessary welding parameters during welding on a welding Run Sheet for the qualification of the WPQ. After weld visual acceptance of visually qualified test coupon, sampling shall be performed by the Welding Inspector. Sampling of weld test coupon includes the details of,
- WPS number
- welder identification – name and unique number
- Test date
The Welding Inspector raises a material requisition for the NDT testing as well as the mechanical testing of the welded test piece ensuring all the necessary data, eg welder’s name, number, WPQ number, material type, applicable standards or codes being worked to, are identified. NDT Testing of magnetic Particle Examination and Radiography testing shall be performed based on the client specification and standard/code. Radiography testing is mandatory for all the welding codes of ASME/AWS/BSEN as a permanent record to review/approval and 3rd party welder test. Mechanical Test shall be Tensile Test, Bend Test, Charpy Impact Test, Macro Examination, Hardness Test etc. based on the marine classification requirements and codes/standard. Upon completion, all the NDT and mechanical testing records are reviewed by the Welding Engineer to ensure compliance of requirements.
Welding Procedure Qualification Record (WPQR): Following successful welding procedure qualification test, the Welding Engineer compiles a Procedure Qualification Record (PQR) which consists of:
PQR
Procedure Running Sheet
Base Material Details
Test results
Material and consumable certification.
Welding Documentation
The following standard forms referenced in this document:
- Preliminary Welding Procedure Specification (General)
- Procedure Qualification Record
- Procedure Running Sheet
- Welding Procedure Specification (WPS) (General)
- Welder Performance Record and Welder ID Card